In many high-temperature sealing projects, the first problem does not look dramatic. A gasket still sits in place, the cover still closes, and the part still looks clean. However, after weeks of heat, pressure, vibration, and cleaning, the seal may lose its spring. Therefore, silicone foam becomes useful when a gasket needs soft compression, heat aging resistance, and stable recovery inside electronics, appliances, lighting housings, food equipment, and industrial panels.
This article explains the material from real use scenes rather than a parameter list. It follows a practical route: first understand the sealing problem, then identify the cause, then judge the right material, and finally connect the design to YIBAO Foam sheet materials, silicone rubber options, and custom converting support.
Why Heat Makes Gaskets and Seals Fail
At first, a heat-related gasket failure can look like a small assembly issue. A cover may need extra force to close. A panel may begin to rattle after several operating cycles. A service door may feel loose, although the strip still appears to be in the correct position. However, these small signs usually point to one deeper issue: the gasket has lost part of its recovery.
Heat changes soft materials slowly. During operation, the gasket is compressed between two surfaces. Meanwhile, the equipment body expands, the screw force changes, and vibration continues in the background. After cooling, the assembly contracts again. Therefore, the seal has to move with the equipment rather than simply survive one hot moment.
In real production, this is why a gasket can pass a first installation check but fail later. The material may become harder. It may shrink slightly. It may remain flattened after pressure. In some cases, the adhesive backing still holds, but the soft layer no longer pushes back enough to close the gap.
Therefore, high-temperature gasket selection should not start with the highest temperature number only. It should start with a more practical question: after heat, pressure, assembly movement, and aging, can the gasket still keep the seal line closed?
How Silicone-Based Foam Works in High-Temperature Sealing
The useful part of a sponge gasket is not only softness. More importantly, it creates a controlled spring between two surfaces. When the cover closes, the cells compress. When the pressure relaxes, the material tries to recover. This repeated pushback helps the seal stay active.
In a warm electronics housing, this behavior can reduce stress on thin plastic covers. In a heated appliance, it can help the seal follow small surface changes. In a lighting enclosure, it can keep contact around a cover that expands during use. As a result, the gasket supports both sealing and assembly tolerance.
However, the material is not magic. If the gasket is too thin, it may not touch the opposite surface. If it is too thick, it may buckle or crush. If it is too firm, the cover may not close evenly. If it is too soft, long-term pressure may flatten it too much. Therefore, the best result comes from matching material behavior with the real gap and closing force.
A practical way to understand this is to imagine a service panel on a warm machine. The panel is opened during maintenance, then closed again. The gasket must not only seal the first time. It must also recover enough after every opening, every heat cycle, and every screw adjustment.
Silicone-based sheet material is suitable for early gasket trials because thickness, softness, and recovery can be checked before final cutting.
View Silicone Foam MaterialFor this reason, YIBAO Foam material discussions often work best when the application is described clearly. The drawing matters, but the working scene matters just as much. Heat source, pressure direction, cover structure, and maintenance frequency all shape the right choice.
Application Scene Judgment: Where This Material Makes Sense
A good material choice begins with the place where the gasket works. In electronics, the seal may sit around a battery module, display frame, control box, sensor cover, or power housing. These assemblies often have small screws and limited closing force. Therefore, a compressible sponge structure can help seal the gap without overloading the housing.
In heated appliances, the gasket may face warm air and repeated opening. For example, an inspection cover on a drying unit may open during cleaning. A lid around a heated chamber may close several times each day. In these cases, recovery after repeated use becomes more important than the first hand feel.
In lighting housings, heat may come from LEDs, drivers, or metal parts. The seal may also need to sit neatly around a lens or cover. If the gasket pushes too hard, the cover can deform. If it pushes too little, dust or moisture may enter. Therefore, the right material must balance softness and sealing force.
In food and clean equipment, the focus may include heat, cleaning, and surface appearance. A gasket around an access panel must not tear easily during removal. Meanwhile, a rough edge can trap residue. Therefore, clean cutting and stable material behavior are practical concerns, not decorative details.
However, this topic should not be mixed with every weather seal material. EPDM may be more common in broad outdoor weather sealing. Here, the focus stays on high-temperature gasket behavior, soft compression, aging resistance, and equipment sealing where silicone-based materials have a clearer role.
Compression Judgment: The Real Test Behind a Good Seal
Gasket thickness is easy to see, so it often gets too much attention. Yet the real question is not how thick the gasket looks before assembly. The real question is how much of that thickness remains after the cover closes.
If compression is too low, the gasket may only touch a few high points. Air, dust, vapor, or sound can still travel through the low areas. However, if compression is too high, the cells can collapse. Once that happens, the gasket may not rebound after long service.
A simple field check can help. After a trial assembly, open the cover and inspect the compression mark. A useful mark should be continuous around the seal line. If the mark disappears between screws, the issue may be screw spacing or flange stiffness. If the mark is crushed at corners, the part may be too thick or too soft in that area.
In addition, the gasket should be checked after heat exposure. A strip that rebounds well at room temperature may behave differently after aging. Therefore, the sample should be heated, cooled, opened, and inspected again.
This is also where silicone sponge foam differs from dense silicone rubber. Sponge material usually compresses with lower force. Dense rubber usually feels firmer and may need stronger clamping. Therefore, the choice should follow the housing structure, not only the material name.
From Silicone Foam Sheet to Assembly-Ready Gasket Parts
A silicone foam sheet is often the most practical starting point. It allows several trial pieces to be cut from one material. A narrow strip can test a cover gap. A square pad can test compression. A prototype frame can check corner behavior and screw-hole position.
During early development, this flexibility matters. A project may begin with a 5 mm strip, then move to 4 mm after a closing-force test. The width may change after a leak path appears. A corner radius may increase after the first peeling trial. Therefore, sheet material keeps the design open while evidence is collected.
Once the shape becomes stable, converting becomes more important. Die cutting can improve repeatability for frames, pads, rings, and strips. CNC cutting can help during prototype stages. Kiss cutting can keep adhesive-backed parts on a liner, making placement easier during assembly.
In production, this can reduce handling problems. A gasket that arrives flat, clean, and easy to peel is easier to install than a loose hand-cut strip. At the same time, the correct liner and packaging can protect the part before it reaches the assembly station.

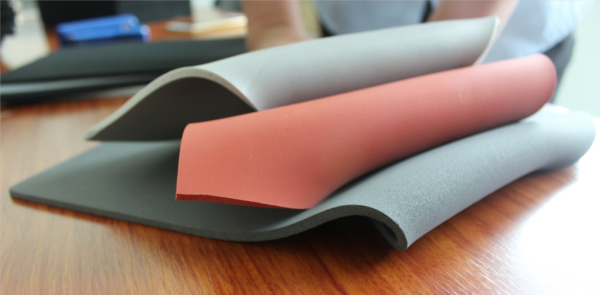
Flexible sheet samples help compare bending, compression feel, and recovery before final die-cut gasket design.
Explore Custom ConvertingTherefore, material and processing should not be separated too late. A material that performs well in a sheet still needs the right adhesive, cutting method, liner, packaging, and inspection plan to become a stable production gasket.
Practical Material Selection Table
The table below is not meant to replace testing. Instead, it helps narrow the first sample direction. The best choice still depends on heat level, closure force, surface shape, adhesive need, and final gasket geometry.
| Material | Best for | Key property | Suggested YIBAO page |
|---|---|---|---|
| Soft silicone-based sponge sheet | Electronics covers, warm appliance panels, light closure-force seals | Soft compression and practical heat aging resistance | Silicone foam material |
| Silicone sponge foam sample parts | Prototype strips, frame gaskets, soft sealing pads | Good for compression comparison before tooling | Silicone Division |
| Closed-cell silicone rubber | Firmer gasket review, flame-retardant material comparison, protective pads | Closed-cell structure with a stronger sheet feel | YB-5020 closed-cell silicone rubber |
| YB-5025 silicone rubber | Flat pads, comparison samples, stronger clamping designs | More solid support for stable contact surfaces | YB-5025 silicone rubber |
| Converted gasket parts | Adhesive-backed strips, die-cut frames, kiss-cut liner parts, rolls | Cleaner handling and better repeatability in assembly | Converting |
In many cases, two or three samples should be compared together. A softer sponge sheet may solve a light-cover sealing problem. A denser silicone rubber sheet may work better where the flange is strong and flat. Therefore, the sample set should reflect the real assembly, not only the preferred material name.
Sample Testing Method Before Mass Production
Sample testing should feel close to the final working condition. A hand squeeze gives a first impression, but it cannot show screw pressure, corner stress, adhesive creep, or recovery after heat. Therefore, a useful test should include the real cover, real substrate, and real closing method.
First, cut simple strips and place them along the seal path. Close the housing with the planned screws or clips. Then, open it and inspect the compression mark. This step shows whether the material touches continuously or only compresses near high-pressure areas.
Next, prepare prototype gasket shapes. At this stage, the test should check corners, narrow bridges, holes, adhesive liner release, and placement speed. If the gasket stretches during installation, the part may need a wider bridge, softer handling plan, or better liner support.
After that, add heat aging. The sample can be assembled, heated, cooled, and opened again. A good sample should not turn brittle, remain badly flattened, lift from adhesive, or leave residue on the housing. In addition, the gasket should still sit neatly when the cover closes again.
Finally, record the result in simple language. Write down thickness, surface material, adhesive type, compression condition, heat time, and visible changes. As a result, the next sample round becomes faster and more accurate.
Closed-cell silicone rubber can be compared with softer sponge grades when the assembly needs a firmer gasket or pad.
View YB-5020 Silicone RubberPractical Experience Tips for Better Gasket Results
1. Judge the seal path before judging the material
A material can only work if the seal path is reasonable. If the flange is warped, the screw distance is too wide, or the corner is too sharp, even a strong material may fail. Therefore, the first check should be surface contact. A simple pressure mark can reveal more than a long material sheet.
2. Avoid choosing the thickest gasket too quickly
A thicker gasket may appear safer, but it can create new problems. It may push the cover upward, buckle at corners, or create too much screw stress. Instead, the better option is the thickness that compresses evenly and still recovers after heat.
3. Test adhesive on the actual surface
Adhesive backing is helpful for placement, but it has to match the substrate. Painted metal, stainless steel, smooth plastic, textured plastic, and coated parts all behave differently. Therefore, an adhesive-backed sample should be tested on the same surface used in production.
4. Watch corners and narrow bridges
Many gasket failures begin at the corners. A sharp inside corner can tear during peeling. A narrow bridge can stretch during installation. Therefore, rounded corners and practical bridge width can improve both sealing and assembly speed.
5. Think about production handling early
A gasket that performs well in the lab still has to work on the assembly line. If the liner curls, the part sticks to gloves, or the shape deforms during peeling, production will slow down. Therefore, liner format, packaging, and part layout should be tested before the first large order.
Balancing Soft Sponge and Firmer Silicone Rubber Options
Some projects begin with a soft sponge idea but later need a firmer sheet. Other projects begin with dense rubber but later need softer compression. Therefore, it is useful to compare both directions early.
A soft sponge material is helpful when the housing is light, the gap varies, or the closing force is limited. It can follow uneven surfaces and reduce assembly stress. However, it should not be compressed until the cells collapse.
A firmer silicone rubber sheet may be better when the flange is strong, the surface is flat, and the part needs a more solid support feel. However, it may require stronger pressure to seal well. Therefore, it should be matched with the actual clamping structure.
This is why sample comparison matters. A drawing may suggest one material, while the assembly test points to another. The final choice should follow the part that seals continuously, installs cleanly, and recovers after the expected service condition.
Firmer silicone rubber sheets can support comparison when a gasket needs more solid backing or stronger clamping behavior.
View YB-5025 Silicone RubberA Better Workflow for High-Temperature Gasket Projects
A practical workflow starts with the real problem. First, define what the gasket must do. It may block dust, reduce hot air leakage, protect electronics, cushion a cover, reduce rattle, or support insulation. Each purpose changes the material decision.
Next, describe the working condition. Temperature range, heat cycle, surface material, compression method, opening frequency, and cleaning routine should be written down. Even a short note can prevent a wrong first sample.
Then, test sheet samples in two or three thicknesses. This creates a useful comparison instead of forcing one material to solve every issue. The test should show whether the seal line is continuous, whether the cover closes smoothly, and whether the material rebounds after pressure.
After that, move to prototype gasket shapes. This is the stage to check corners, holes, adhesive, liner release, and installation speed. If the part is difficult to peel or align, the converting plan should be adjusted before mass production.
Finally, confirm production details. Thickness tolerance, cutting method, adhesive type, packing format, inspection method, and sample approval notes should all be clear. This makes the final part more stable and easier to repeat.
Extended Reading and Useful YIBAO Pages
The following pages support material review, processing decisions, and application matching. They are useful when a project moves from early sample discussion to custom gasket production.
FAQ
When is silicone foam suitable for a high-temperature gasket?
It is suitable when a gasket needs soft compression, heat aging resistance, and recovery after long pressure. However, the final choice should still consider gap size, closing force, surface contact, adhesive behavior, and real assembly testing.
How is silicone sponge foam different from dense silicone rubber?
Silicone sponge foam compresses more easily because of its cellular structure. Dense silicone rubber feels more solid and usually needs stronger clamping. Therefore, sponge grades often suit light covers, while dense rubber may suit firmer and flatter flanges.
Can a silicone foam sheet be made into custom gasket parts?
Yes. A silicone foam sheet can be laminated, slit, die cut, CNC cut, kiss cut, or supplied as strips and pads. The final format should match the gasket drawing, adhesive requirement, liner handling, and production assembly method.
What should be tested before choosing high temperature silicone foam?
Useful tests include compression mark inspection, heat aging, recovery after cooling, adhesive bonding, re-opening behavior, and real housing fit. In addition, corners, screw spacing, and liner release should be checked before production.
What information helps YIBAO Foam recommend a suitable material?
A useful request includes the gasket drawing, working temperature, surface material, target thickness, compression method, adhesive need, expected production format, and application environment. Clear details help reduce sample rounds and improve selection accuracy.
Details Determine Quality
Move From Material Guessing to Tested Gasket Solutions
A high-temperature gasket performs well when the material, compression range, adhesive, cutting method, and real assembly condition work together. A soft sponge structure can help light covers and uneven gaps. A firmer silicone rubber sheet can support stronger clamping designs. Therefore, the most reliable decision comes from sample comparison, heat testing, and a clear converted-part plan.
YIBAO Foam can support material sheet review, silicone rubber comparison, adhesive-backed gasket samples, die-cut parts, roll formats, and custom converting for high-temperature sealing projects. For faster evaluation, share the drawing, working temperature, compression requirement, substrate, and expected production format through the YIBAO Foam contact page.
- First, define the real sealing problem: heat, pressure, gap, surface, and opening frequency.
- Next, compare sheet samples and prototype gasket shapes on the actual assembly.
- Finally, confirm adhesive, cutting method, liner format, packaging, and inspection before production.